")





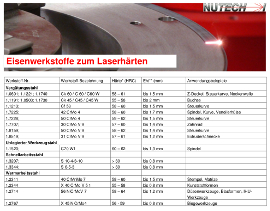
Das Laserhärten ist ein Verfahren, mit dem gezielt die Verbesserung des Verschleißverhaltens von Bauteilen erreicht werden soll.
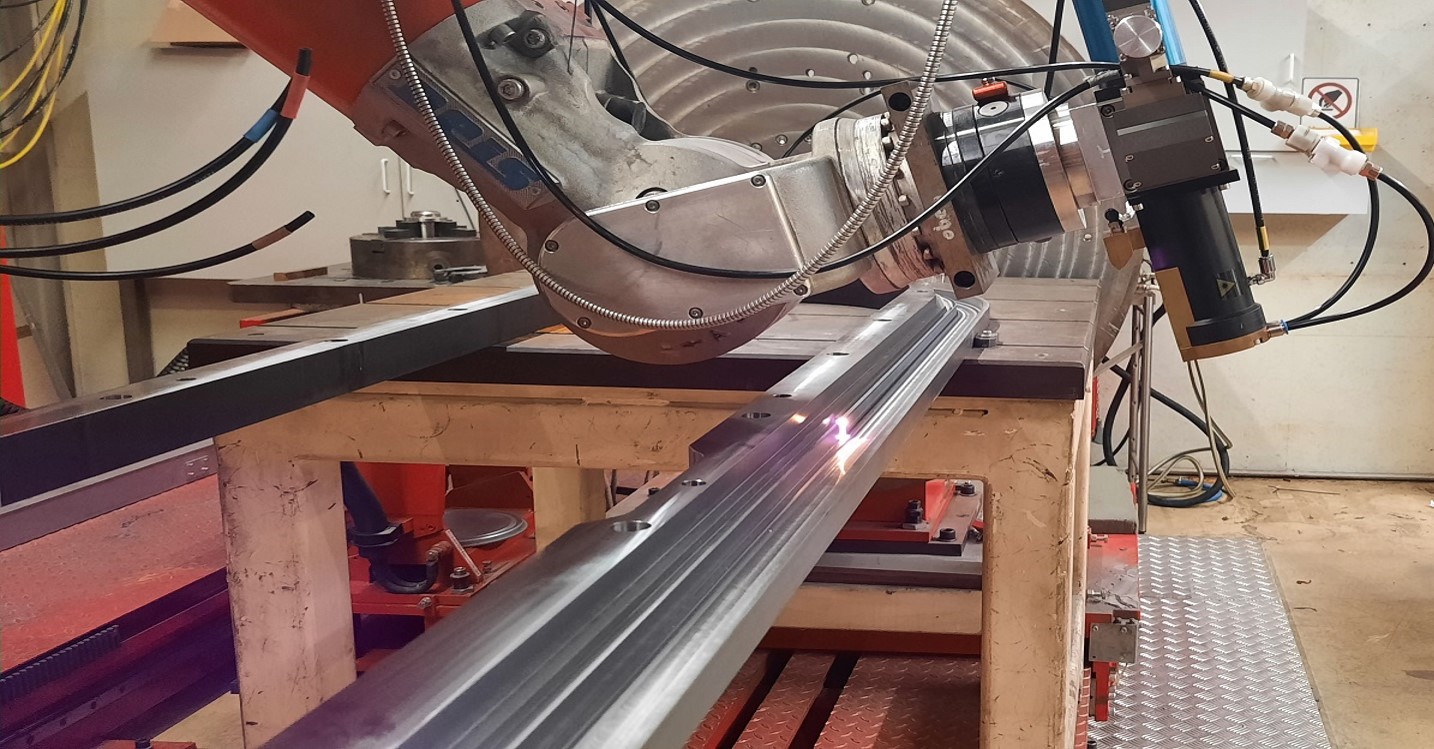
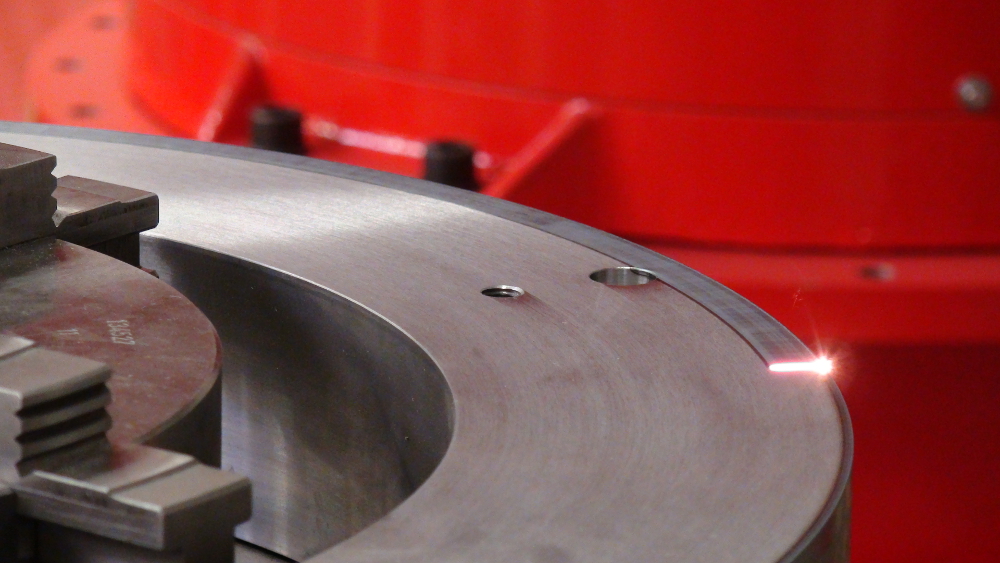
Beim Laserhärten, auch Randschichthärten genannt, erfolgt der Energieeintrag des Laserstrahls direkt auf die Oberfläche des Bauteils. Die Randschicht wird in sehr kurzer Zeit, lokal begrenzt, auf Härtetemperatur (>1000°C) erwärmt.
Ein Vorteil der Verwendung des Lasers ist, dass der Wärmemengeneintrag vergleichsweise gering und somit die Wärmeableitung in das Grundmaterial des Werkstücks relativ schnell erfolgen kann. Es kommt zu einer Selbstabschreckung in Verbindung mit der Bildung eines martensitischen Gefüges und dem „Einfrieren" des Härtegefüges.
Bedingt durch die hohe Aufheitzgeschwindigkeit beim Laserhärten entsteht ein sehr zähes, feinkörniges Gefüge. Durch die Selbstabschreckung ist die Gefahr von Rissbildung sehr gering. Durch die sehr präzise eingebracht Energie, unterliegt das Bauteil einer vergleichsweise geringen Wärmebeeinflussung. Folglich ist der minimale Härteverzug ein großer Vorteil.
Zusammengefasst die Vorteile des Laserhärtens
-
- Präziser Energieeintrag mit minimaler Wärmebeeinflussung
- die Möglichkeit des Härtens im fertigen, bearbeiteten Zustand
- die Erzeugung gezielt eingegrenzter und exakt begrenzter Härtebereiche
- die Möglichkeit des Härtens auch an schwer zugänglichen Konturen
- Verzugsarm und daher geringe bis keine Nacharbeit notwendig
- Wenig Härtespannung
- Geringe Rissgefahr
- Medien zur Abschreckung nicht notwendig
Auch in diesem Bereich verfügen wir über langjähriges Know-How und Technologie. Für das Laserhärten von Innenflächen z.B. werden durch unseren Geschäftsbereich Lasersystemtechnik spezielle Optiken hergestellt und bei uns verwendet.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}