")





Randschichthärteverfahren
Randschichthärten oder auch Oberflächenhärten sind Sammelbegriffe für Verfahren, deren Ziel es ist, Werkstücken aus Stahl eine harte Randschicht oder Oberfläche mit hohem Verschleißwiderstand zu geben. Gemäß der Norm DIN 10052 umfasst der Begriff Randschichthärten nur jene Verfahren, bei denen die Randschicht austenitisiert und die chemische Zusammensetzung nicht verändert wird. Ziel ist es, dass der Werkstoff eine harte und verschleißbeständige Oberfläche bekommt.
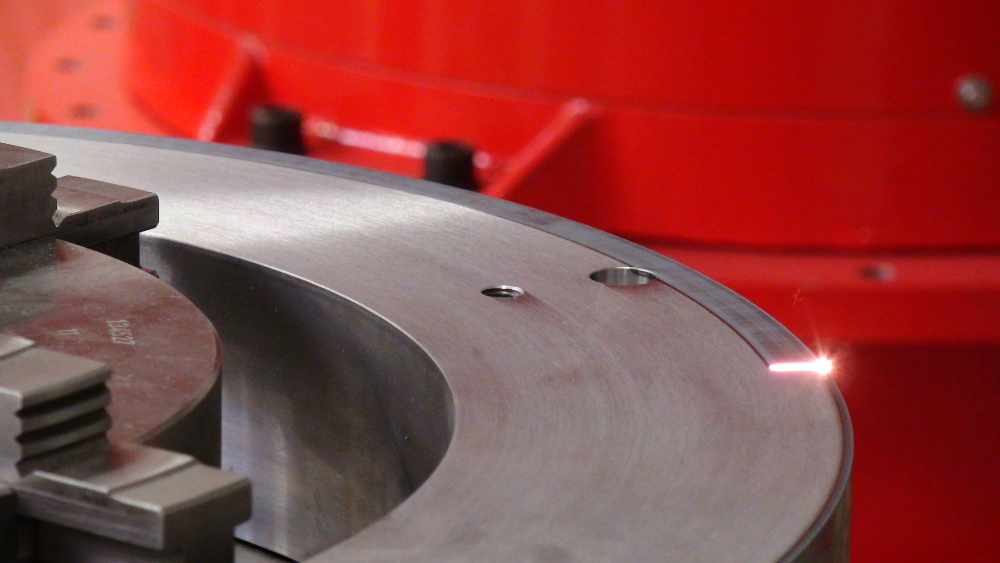
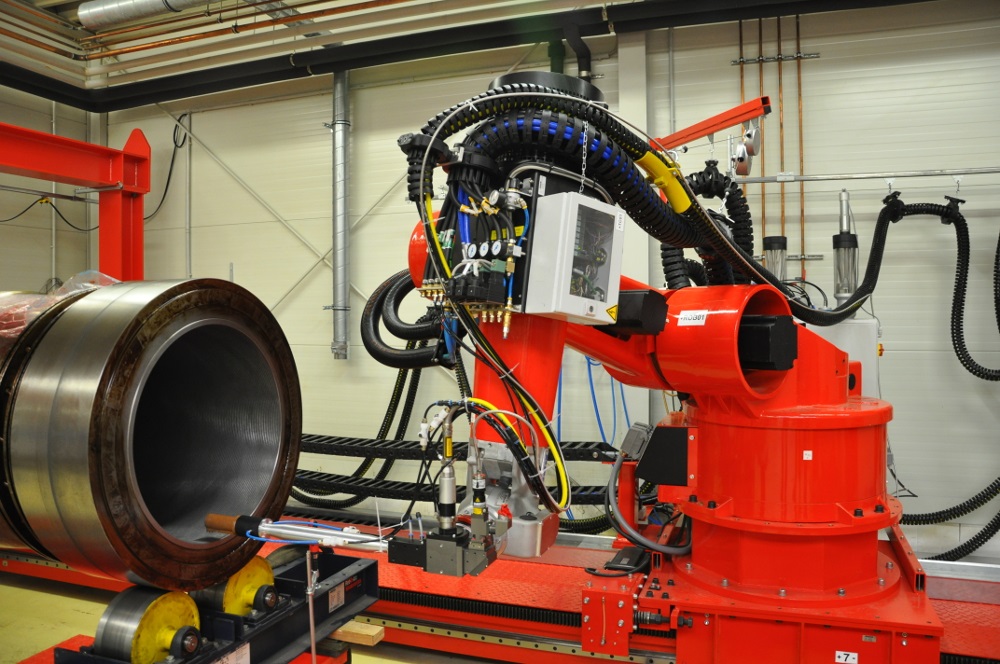
Nutech bietet Ihnen das Laserhärten als Verfahren der Oberflächenbearbeitung an (Lohnhärten). Hierbei wird durch einen gebündelten Laserstrahl die Oberfläche des Werkstücks oder Bauteils erhitzt. Der Vorteil des Einsatzes eines Lasers besteht in der sehr präzisen Steuerung und der eng begrenzbaren Ausrichtung des Lasers. So können ganz exakt die Stellen gehärtet werden, auf die es ankommt. Durch die Einstellung des Lasers können die gewünschten werkstoffspezifischen Eigenschaften genau festgelegt werden. So können auch komplexe Geometrien ganz selektiv gehärtet werden. Der Wärmeeintrag ist sehr lokal begrenzt und die Temperatur lässt sich präzise steuern. Die Einhärtetiefe kann bis 1,5 mm betragen.
Anders als bei anderen Härteverfahren muss der Werkstoff beim Laserhärten nicht abgeschreckt werden. Die Oberfläche wird kurzzeitig und mit hoher Geschwindigkeit auf 900 bis 1500 °C erhitzt - das geht mit dem Laser deutlich schneller als bei anderen Methoden. Direkt danach kühlt das Material an der bestrahlten Stelle sofort wieder ab, sobald sich der Laser weiterbewegt. So erfolgt eine durch die Hitze induzierte Austenitisierung. Das vorher ferritische Stahlgefüge wird martensitisch. Durch Selbstabschreckung des Materials findet auch nur eine sehr geringe Verformung statt. Die hohe Geschwindigkeit des ganzen Verfahrens ist ein weiterer Vorteil für die Serienfertigung.
Weitere Informationen zum Laserhärten finden Sie hier:
https://www.nutech.de/de/leistungen/laserzentrum/oberflaechentechnik/laserhaerten.html
Vergleich von verschiedenen Randschichthärtevefahren und warum Laserhärten vorteilhaft ist
Grundsätzlich werden zwei Gruppen von verschiedene Randschichthärteverfahren unterschieden:
Verfahren, die die chemische Zusammensetzung nicht verändern:
- Ofenhärten
- Laserstrahlhärten
- Induktionshärten
Und die sogenannte thermochemische Diffusionsbehandlung, welche die chemische Zusammensetzung verändert:
- Nitrierhärten / Nitrocaburieren
- Borieren
- Aufkohlen
Laserhärten
Beim Laserstrahlhärten wird die Oberfläche sehr schnell auf die gewünschte Temperatur erhitzt und kühlt sofort danach wieder ab. Dabei verändern sich die Materialeigenschaften des erhitzten Bereiches. Dieses Verfahren des Randschichthärtens wird meistens für kleinere Bauteile und geringere Härtetiefen genutzt. Der Laser kann entweder punktförmig oder flächig eingesetzt werden. Durch computergesteuerte Bewegung und Fokussierung des Lasers ist eine sehr selektive Oberflächenbehandlung möglich.
Induktionshärten
Das Härten von Stahl mit Induktion erfolgt, indem das Stück kurze Zeit einem wechselnden Magnetfeld ausgesetzt wird. Hierdurch wird das Werkstück erhitzt, bis es rot glüht. Durch die anschließende Abschreckung erfolgt die Härtung. Weil dieses Verfahren mit Induktion sehr gut in automatisierte Abläufe einbinden lässt, wird es häufig in der Massenfertigung von gehärteten Bauteilen eingesetzt. Es ist besonders gut geeignet für Betriebe mit hohen Durchlaufzahlen.
Zusammenfassung
Bei den Verfahren, welche die chemische Zusammensetzung nicht verändern, wird darauf geachtet, dass die oberflächennahe Schicht auf Härtetemparatur erwärmt wird und schnellstmöglich wieder mittels von Wasser abgeschreckt wird. Das Produkt ist nun hart und nicht so verschleißanfällig, allerdings kann es schnell spröde und rissempfindlich werden.
Beim Laserhärten besteht der Vorteil, dass das Material nicht durch Kühlung abgeschreckt werden muss. Durch die punktuelle Schnellerhitzung der Oberfläche kühlt das Material direkt im Anschluss von selbst wieder ab und erfährt dabei eine „Selbstabschreckung“. So ist der Effekt von Verformung durch das Erhitzen minimal und das Material wird insgesamt nicht so stark beansprucht. Das Endprodukt bekommt damit eine höhere Qualität.
Durch Schleifbearbeitung nach der Härtung wird die Präzision und die Oberfläche erheblich verbessert. Dies lohnt sich besonders bei ungehärteten Stählen aufgrund der geringen Haltbarkeit und Verschleißfestigkeit in den meisten Fällen nicht.


{kind=link}
{kind=link}